


Продукция





-

Стальная изложница 140-160 тонн
-
Шасси автомобиля 30-40
-

Стальная изложница 80-100 тонн
-
Верхнее шасси автомобиля 20-24
-

Стальная изложница 9-13 тонн
-

Стальная изложница 4-6 тонн
-

Шасси автомобиля 62-80
-

Противовес
-

Стальная изложница 80-90 тонн
-
Промежуточный основной трубопровод из стальной изложницы
-

Стальная изложница 100 тонн VC
-
Шасси автомобиля 4100×2700
-

Стальная изложница 17-19 тонн
-

Автомобильные пресс-формы
-

Стальная изложница 100-120 тонн
-

Стальная изложница 3 тонны




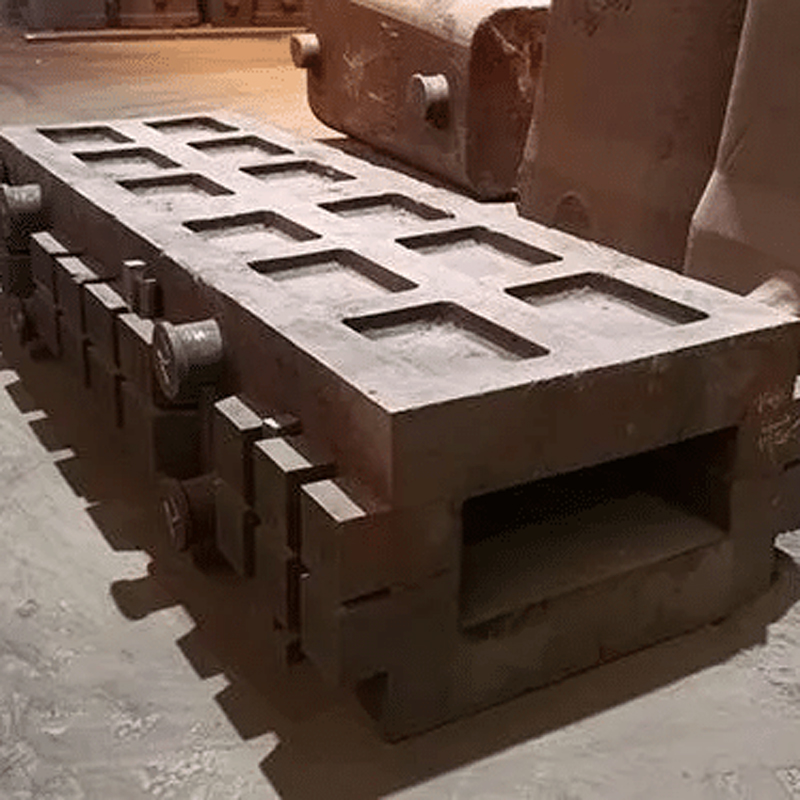
Изложница для стальных слитков специальной формы
Специфическая форма слитка – это специальная форма слитка, по сравнению с традиционной стандартной формой слитка (например, общий прямоугольный корпус, цилиндр и т. Д.), она имеет уникальную, нерегулярную структуру формы, предназначенную для удовлетворения некоторых конкретных потребност...
Описание
маркер
Специфическая форма слитка - это специальная форма слитка, по сравнению с традиционной стандартной формой слитка (например, общий прямоугольный корпус, цилиндр и т. Д.), она имеет уникальную, нерегулярную структуру формы, предназначенную для удовлетворения некоторых конкретных потребностей в литье металлов и последующих технологических требований, в области литья металлов, таких как сталь, цветные металлы, имеет важное применение.
Характеристики структуры и формы
1.Разнообразный дизайн формы: его форма может быть описана как богатая и разнообразная, может показаться со специальной дугой, углом, выпуклой структурой или нерегулярным многоугольником и другим внешним видом. Например, некоторые фасонные формы слитков, чтобы облегчить последующую прокатку для обработки определенной формы профиля, будут спроектированы как один конец с узким концом и определенной дугой формы; Другие предназначены для того, чтобы соответствовать отливке сложных структурных деталей, форма полости похожа на некоторые трехмерные, с несколькими кривыми и ребристыми соединениями, общая форма очень уникальна, и обычная форма слитка имеет четкую разницу.
2.Сложная внутренняя структура полости: внутренняя сторона полости не только имеет большие изменения в размерах и спецификациях, но и внутренний контур часто не является простой плоской поверхностью стенки. Существуют впадины и выпуклые части различной глубины, предназначенные для распределения жидкого металла при литье в соответствии с определенной формой затвердевания, чтобы получить слитки со специальной внутренней структурой или внешней формой. Например, для литья больших конструкций с усиленной конструкцией сухожилий из слитков внутренняя полость будет иметь выпуклую часть, соответствующую форме армированной сухожилия, так что жидкий металл заполняется и затвердевает, чтобы сформировать соответствующую структуру.
Основа выбора материала
1.Выполнение специальных технологических требований: при выборе материала необходимо учитывать тип отлитого металла и соответствующие технологические условия литья. Если это металл с высокотемпературной точкой плавления, как и некоторые специальные сплавы стали, фасонный материал слитковой формы должен обладать более высокими высокотемпературными свойствами, как правило, будет выбран высококачественный термостойкий литейный сталь и другие материалы, чтобы гарантировать, что при высокотемпературной инъекции жидкого металла сама форма не будет слишком быстро размягчена и деформирована, чтобы обеспечить плавный процесс литья.
2.Адаптация к сложным стрессовым ситуациям: из - за уникальной формы и структуры фасонных слитков распределение напряжений в процессе литья более сложное, чем у обычных слитковых форм. Не только статическое давление, вызванное весом жидкого металла, но и проблема неравномерного распределения тепловых напряжений в процессе охлаждения и затвердевания из - за нерегулярной формы, поэтому выберите материал с хорошей прочностью и вязкостью, такой как литая сталь, содержащая конкретные легированные элементы, чтобы эффективно справляться с этими сложными условиями напряжения, предотвращать трещины, повреждения и другие случаи формы, продлевать срок службы.
Использование и преимущества
1.Требования к индивидуальному литью: в основном используется для удовлетворения некоторых случаев, когда существуют особые требования к форме слитков, например, при изготовлении некоторых специальных форм крупногабаритных механических деталей, при литье заготовок для строительных фасонных конструкций, использование фасонных форм слитков может непосредственно отливать слитки, близкие к окончательной форме нуля, уменьшать последующее большое количество процессов обработки, повышать эффективность производства и снижать затраты. Например, при литье заготовок стальных конструкций со специальными соединительными конструкциями для некоторых крупных мостов, используя соответствующие профили слитков, слиток может иметь соответствующий структурный прототип на начальном этапе, после чего требуется только небольшое количество точной обработки.
2.Оптимизируйте свойства металла: благодаря своей специальной внутренней структуре полости можно в определенной степени регулировать направление кристаллизации, организационную форму и т. Д. при затвердевании жидкого металла. Например, путем разумной установки вогнутой и выпуклой структуры внутренней полости, направляя жидкий металл на затвердевание в определенном направлении, так что в конечном итоге полученная внутренняя ткань слитка более плотная, однородная, металлические свойства оптимизированы, чтобы лучше удовлетворять требованиям высокопроизводительных деталей к качеству металлического материала.
Трудности в процессе изготовления
1.Требования к точности изготовления пресс - формы высоки: из - за сложной формы фасонного слиткового штампа, чтобы точно изготовить внутреннюю полость и структуру формы, которая соответствует требованиям проектирования, точность изготовления пресс - формы чрезвычайно сложна для управления. Независимо от того, используется ли традиционное песчаное литье для изготовления заготовок, или последующие звенья механической обработки, необходимо использовать высокоточное обрабатывающее оборудование и точные методы измерения, такие как использование трехкоординатного измерителя и других инструментов для обнаружения точности размера в реальном времени, чтобы убедиться, что каждая деталь соответствует стандартам проектирования, в противном случае даже небольшое отклонение может привести к тому, что литые слитки не соответствуют требованиям.
2.Удаление формы сложнее: его особая форма и внутренняя структура полости делают удаление слитков после затвердевания сложной проблемой. В отличие от обычной формы слитка, чтобы легко удалить слиток, фасонная форма слитка может иметь слиток и некоторые части внутренней полости формы плотно прилегают, нелегко отделить ситуацию, необходимо учитывать удобство удаления на этапе проектирования формы, например, установить разумный наклон, использовать специальный механизм удаления или выбрать подходящий агент для удаления, чтобы гарантировать, что операция удаления может быть успешно завершена.
Внимание при использовании
1.Перед заливкой подготовительная работа достаточная: перед заливкой жидкого металла также необходимо провести достаточное подогрев фасонной формы слитка, но из - за его сложной формы, при подогреве необходимо обеспечить равномерное нагревание всех частей, чтобы избежать локальной перепада температур, иначе легко вызвать повреждение формы из - за неравномерного теплового напряжения в начале литья или повлиять на качество слитка. В то же время, тщательно проверьте внутреннюю полость без примесей, является ли она чистой и т. Д., Чтобы гарантировать, что жидкий металл может быть успешно заполнен.
2.Процесс заливки строго контролируется: при заливке необходимо строго контролировать такие параметры, как скорость заливки, температура и угол заливки жидкого металла, так как особая форма фасонной формы слитка более чувствительна к этим факторам. Например, слишком высокая скорость заливки может привести к тому, что жидкий металл не может быть равномерно распределен в сложной внутренней полости, с воздушными отверстиями, включением и другими дефектами; Неправильная температура литья может повлиять на текучесть жидкого металла, что, в свою очередь, влияет на качество формования слитков.
3.Последующее обслуживание более тонкое: после использования, в дополнение к обычной очистке, проверке износа и другим работам по техническому обслуживанию, для фасонных слитковых форм также необходимо уделять особое внимание состоянию их сложных структурных частей, таких как выпуклость внутренней полости, наличие трещин в впадине, деформация и другие проблемы, своевременный ремонт и обработка, а также в соответствии с фактическим использованием, рациональная корректировка последующего использования литья и других соответствующих технологических параметров, чтобы обеспечить его непрерывное и стабильное функционирование.



связаться с нами
Сопутствующие популярные продукты

Стальная изложница 35-40 тонн
Стальная изложница 35-40 тонн является центральным элементом сталеплавильного процесса. Она изгот...
Стальная изложница 17-19 тонн
Стальная изложница 17-19 тонн: гигантский специалист по формовке стали Стальная изложница ...

Верхнее шасси автомобиля 24-30
Особенности и преимущества продукции 1.Превосходный производственный процесс и строгий...
Верхнее шасси автомобиля 14-17
Особенности и преимущества продукции 1.Превосходный производственный процесс и строгий...
Промежуточный основной трубопровод из стальной изложницы
Сбор материалов @ WeChat @ WeChat Контактный сотрудник 12 - 19 14: 27: 12 « Мастер 2300 в слитков...

Стальная изложница 24-32 тонны
Эта стальная изложница 24-32 тонны является ключевым оборудованием в секторе разливки стали. Она ...
Стальная изложница 140-160 тонн
Эта стальная изложница весом 140-160 тонн - супергигант линии по производству стали. Она изготовл...

Стальная изложница 40-50 тонн
Эта стальная изложница 40-50 тонн является ключевым носителем в процессе разливки стали. Она изго...
Шасси автомобиля 4100×2700
Особенности и преимущества продукции 1.Превосходный производственный процесс и строгий...
Стальная изложница 9-13 тонн
Стальная изложница 9-13 тонн: Основной инструмент для крупномасштабного производства стали ...
Шасси автомобиля 30-40
Основные характеристики (1).Точная адаптация Учитывая множество марок и моделей автомо...

Стальная изложница 70-79 тонн
Эта стальная изложница 70-79 тонн - один из гигантов сталелитейной промышленности. Он изготовлен ...

Железнодорожные принадлежности
Технические характеристики: 1KG ━ 100KG。 Форма: Круглая. По чертежам и техническим требованиям П...
Стальная изложница 100 тонн VC
Эта стальная изложница 100 тонн VC играет важнейшую роль в процессе разливки стали. Она изготовле...

Стальная изложница 34-44 тонны
Эта Стальная изложница весом 34 - 44 тонны является тяжелым инструментом для сталелитейной промыш...
Стальная изложница 4-6 тонн
Эта стальная изложница весом 4-6 тонн предназначена для крупномасштабного стального литья. Она из...




